Revolutionizing Industrial Processes : Choosing The Right Dry Screw Vacuum Pump Manufacturer12/19/2023 In the fast-paced world of industrial processes, efficiency and reliability are paramount. One key component that plays a crucial role in numerous applications is the dry screw vacuum pump. As industries seek cutting-edge solutions, selecting the right manufacturer becomes a critical decision. Understanding the Dry Screw Vacuum Pump: Before delving into the importance of choosing the right manufacturer, it's essential to grasp the significance of a dry screw vacuum pump. Unlike traditional vacuum pumps, the dry screw variant operates without the need for oil or water as a lubricant. This design not only minimizes environmental impact but also reduces maintenance costs. The Role of a Trusted Manufacturer : A reliable dry screw vacuum pump manufacturer can make a significant difference in the performance and longevity of your industrial equipment. Here's why:
 How to Choose the Right Manufacturer:
When searching for a dry screw vacuum pump manufacturer, consider the following factors:
0 Comments
Rotary vane vacuum pumps are integral components in various industrial applications, playing a fundamental role in creating and maintaining vacuum environments essential for diverse processes. Their versatility, reliability, and efficiency make them indispensable in industries ranging from manufacturing and pharmaceuticals to food processing and beyond. Understanding the significance of rotary vane pumps and their wide-ranging applications is crucial for optimizing industrial operations and ensuring consistent productivity. Rotary vane vacuum pumps operate based on the principle of positive displacement, utilizing rotating vanes to create a vacuum by drawing gas or air from a sealed chamber. This mechanism enables the removal of unwanted gases or air from a specific space, creating an environment conducive to numerous industrial procedures such as vacuum packaging, distillation, and freeze-drying. The ability of rotary vacuum pumps to achieve and sustain high levels of vacuum makes them invaluable for ensuring the quality and integrity of various manufacturing processes. One of the key advantages of utilizing rotary vane pumps is their ability to operate efficiently across a wide range of pressures, allowing for the adjustment of vacuum levels based on specific process requirements. Their adaptability and precision make them suitable for both high and low vacuum applications, providing industries with the flexibility needed to accommodate diverse production needs and maintain consistent product quality throughout the manufacturing process. Furthermore, the compact design and relatively low noise levels of rotary vacuum pumps make them a practical choice for industrial settings where space is a premium and noise reduction is a priority. The compactness of these pumps ensures easy integration into existing systems, while their quiet operation creates a conducive working environment, enhancing overall operational efficiency and promoting a safer workplace for employees.  Rotary vacuum pumps also boast a robust construction, requiring minimal maintenance while delivering consistent performance over extended periods. Their durability and reliability significantly reduce downtime, contributing to enhanced productivity and cost-effectiveness for industrial operations. This reliability is crucial in ensuring uninterrupted production cycles, allowing industries to meet demanding production schedules and maintain a competitive edge in their respective markets.
In conclusion, the integration of rotary vacuum pumps in industrial processes is pivotal for maintaining optimal operational efficiency and ensuring the high quality of manufactured products. Their adaptability, compact design, and robust construction make them a valuable asset for a wide array of industrial applications, enabling businesses to streamline their processes and meet the stringent standards of modern manufacturing. By leveraging the capabilities of rotary vane vacuum pumps, industries can elevate their production capabilities and uphold their commitment to delivering superior products and services to consumers worldwide. In the realm of vacuum technology, mechanical vacuum boosters stand as remarkable innovations that have revolutionized various industries. These devices play a pivotal role in enhancing the efficiency and performance of vacuum systems. In this blog, we'll explore the mechanics, benefits, and applications of mechanical vacuum boosters. Mechanics of Mechanical Vacuum Boosters:
 Applications across Industries :
Installing and maintaining mechanical vacuum boosters properly is key to getting maximum performance from them over their lifetime of service. These are the tasks that require good knowledge of the system. There are a few key best practices to keep in mind to ensure proper installation and maintenance. Whether you are an experienced professional or just starting out, these tips will help you get the most out of your system. Install in a Clean Environment When installing a vacuum booster, ensuring the environment is free from dirt and debris is important. Dirt can cause clogs and blockages, resulting in poor performance of the system. Additionally, dust and dirt particles can interfere with the operation of any electrical components. Therefore, cleaning the environment before beginning any installation work is essential. Check for Leaks When first setting up your mechanical vacuum booster, it's important to check for leaks. This can generally be done by running air through the system for about 10 minutes and then checking for any leaks using a leak detectors device such as an ultrasonic leak detector or smoke pencil. If any leaks are found, they should be immediately fixed before proceeding with further testing. Regular Maintenance Checks The most important thing you can do for your mechanical vacuum booster is regular maintenance checks. Check all connections for a minimum of looseness or wear-and-tear once per month; more frequent checks may be required depending on usage conditions. Additionally, check all seals regularly to ensure they remain intact and in working order; if they become worn or damaged, they should be replaced immediately. Furthermore, keep an eye on belts, hoses, pumps—any moving parts—for anything out of the ordinary; if anything looks off or doesn't seem right, contact a professional technician right away so that any issues can be addressed quickly before leading to more serious problems down the line. Keeping these best practices in mind when installing and servicing your systems will help ensure that everything runs smoothly throughout its lifetime without costly breakdowns due to negligence or lack of knowledge about how these systems work best. With diligent care and regular maintenance checks, you can rest assured that your system will continue functioning at optimal levels for many years to come!
A booster vacuum pump might be the perfect solution if you’re looking for an easy and efficient way to improve your daily life. A booster vacuum pump is a device that uses a motor to provide suction power to perform various tasks, such as removing air from an environment. This enables it to do things like remove dust, debris, and liquids from surfaces quickly and easily. Let’s look at how this device can make your life easier. Removing Dust and Debris One of the main benefits of using a booster vacuum pump is that it can quickly and easily remove dust, dirt, and other small particles from surfaces. This makes it perfect for cleaning up around the house or office quickly and efficiently. It also helps reduce allergens in the air that could be causing issues for those with allergies or asthma. With a booster vacuum pump, you can rest assured that your home or office will stay fresh and clean without putting in too much effort. Cleaning Up Liquids Another great benefit of using a booster vacuum pump is that it can clean up liquid spills or messes. This makes it an excellent tool for any kitchen or bathroom where liquid messes are common. It’s also beneficial for any work environment where liquid spills, such as automotive garages or workshops, may occur occasionally. With its powerful suction power, this device can help make quick work of any messes you may encounter in these environments. Improved Air Quality Finally, one of the greatest benefits of using a booster vacuum pump is that it helps improve air quality by removing particles from the air that could otherwise cause health problems or irritation. This means you can enjoy cleaner air in your home or office without investing in expensive air purifiers or filters. Additionally, many models come with adjustable suction power, so you can customize the amount of suction you need depending on your specific needs at any given time. A booster vacuum pump is an excellent tool for anyone looking to improve their daily life by making cleaning easier. For all these reasons, investing in a booster vacuum pump should definitely be considered if you’re looking for an easy way to simplify your day-to-day life!
A rotary vane pump is a positive displacement pump that uses vanes to move fluids or gases. The pump consists of a housing, or shell, and an inner rotor with vanes. As the rotor turns, the vanes slide in and out, expanding and contracting the volume between them. This action draws fluid into the pumping chamber and then pushes it out. This blog post will look closely at how rotary vane pumps work, their benefits and applications, and some of the associated challenges. By the end, you should understand whether a rotary vane pump is suitable for your needs. How Rotary Vane Pumps Work? As mentioned above, rotary vane pumps use vanes to move fluids or gases. The pump consists of a housing, or shell, and an inner rotor with vanes. As the rotor turns, the vanes slide in and out, expanding and contracting the volume between them. This action draws fluid into the pumping chamber and then pushes it out. There are two basic types of rotary vane pumps: single-stage and multi-stage. Single-stage pumps have one vane in each chamber, while multi-stage pumps have two or more vanes per chamber. Multi-stage pumps are more efficient than single-stage pumps but are also more expensive. Rotary vane pump can be either air-cooled or water-cooled. Air-cooled pumps are less expensive, but they can overheat during extended operation. Water-cooled pumps cost more but can run for extended periods without overheating.  Benefits of Rotary Vane Pumps Rotary vane pumps offer several advantages over other types of pumps, including:
Applications for Rotary Vane Pumps Rotary vane pumps are used in a wide variety of applications, including:
Challenges Associated with Rotary Vane Pumps Although rotary vane pumps offer many advantages, there are also some challenges associated with their use. These include
If you're looking for a durable, low - maintenance pump that can handle high-viscosity or volatile fluids, a rotary vane pump may be the right choice. Remember that they require regular maintenance, cannot be used with flammable fluids, and may be noisy when operating. Do you have any experience with rotary vane pumps? Share your thoughts in the comments below!
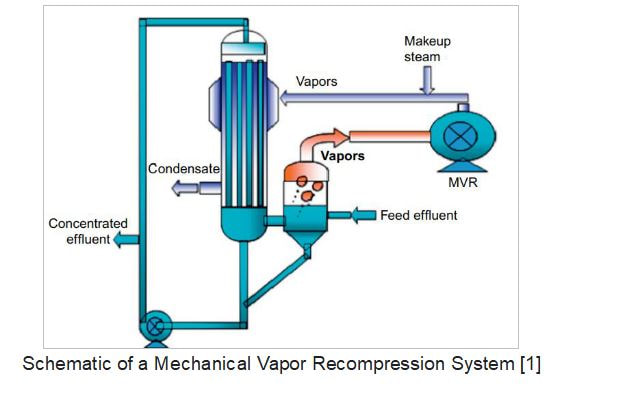
What is MVR? Mechanical vapor recompression (MVR) is an energy recovery process which can be used to recycle waste heat to improve efficiency. Typically, the compressed vapor is fed back to help heat the mother liquor in order to produce more vapor or steam. MVR achieves vapor compression through mechanically driven equipment such as blowers or compressors [1]
 Advantages of MVR system:
Alternatives to Mechanical Vapor Recompression are Multiple Effect Evaporation (MEE) and Thermal Vapor Recompression (TVR-also known as thermocompression) The table below shows the comparison of the three evaporation systems in terms of critical parameters [1] 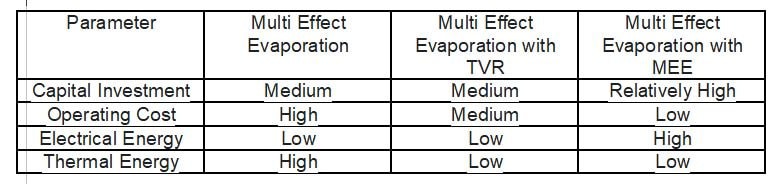 What is ZLD? Zero Liquid Discharge (ZLD) can be defined as any process or combination of processes which result in no liquid effluent or discharge from a process plant. India is recognized as having major issues with water pollution, predominantly because of untreated industrial wastewater and failure to achieve zero liquid discharge (ZLD). The major operations involved in ZLD process are:
The parameters of the effluent which need special attention include: Total Dissolved Solids (TDS), Organic matter, Compositional analysis, Characteristics of various concentrations and Solvents. The major design factors for planning ZLD systems are: Temperature, Salt concentration, Organic cut and Methodology of Crystallization. The design factors are initially studied in the laboratory and then applied to the practical system after having firm knowledge of the feasibility of the process, selection criteria and recovery aspects. Components of ZLD include:
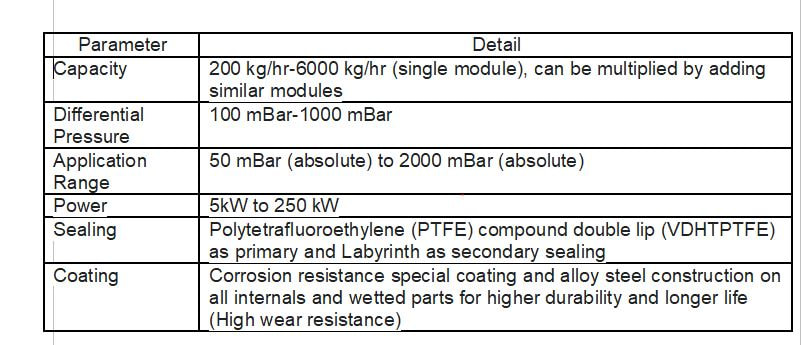
Everest made MVR offer simplicity, responsiveness and flexibility of operation. These specifically designed compressors are meant to handle steam vapours which can be reused to recover the latent heat of vaporization, in turn providing a heavy saving in energy and utilities. The compressors act as a very efficient pollution free alternative to existing technologies. The special corrosion resistance material used for construction of MVR along with special high speed PTFE compound seals results in the ability to withstand higher than normal temperature and ensure leak tightness. This prevents contamination of oil with process steam/vapours. Major features of EVerest made MVR include:
  The global MVR compressors market size was USD 246.5 million in 2020. The COVID-19 pandemic has resulted in higher than anticipated demand globally compared to pre pandemic levels. The market is projected to reach USD 369.5 million in 2027 with a CAGR of 5.8 % during this period [3]. The sudden spike is attributed to demand returning to pre pandemic levels once the pandemic is over. In India, industrial production has increased because of an increasingly open economy and a greater emphasis on industrial development and international trade. As a result, water consumption for industrial use has consequently risen and will continue to rise. This provides great scope for the MVR market in India to treat and recycle the waste water. About Everest Vacuum:
Everest Vacuum has been providing Technical and R&D solutions for various process industries over the last 15 years. We have provided customized vacuum systems to many reputed organizations in India and overseas. We believe in empowering our customers with the best possible customized dry vacuum Pump for eco-friendly overall development. What are Vacuum Pumps? Vacuum pumps can be described as mechanical devices that remove air and gas molecules from sealed areas to make it gas-free. Their purpose is generally to seal and clean. It can be either Dry Vacuum Pump or Wet Vacuum Pump, depending on what media is being pumped through them and what the application is? Where can Vacuum Pumps be Used? Vacuum pumps can be used in many industries and applications to remove gas molecules and air from processes (Non Condensable Gasses), including the food and beverages industry, semiconductor and electronic industry, pulp and papers, medical, plastics, and woodworking, to name a few. Vacuum packaging machines, Vacuum picking machines, Vacuum lifting, Filling, holding, and drying components are all common applications of vacuum pumps. 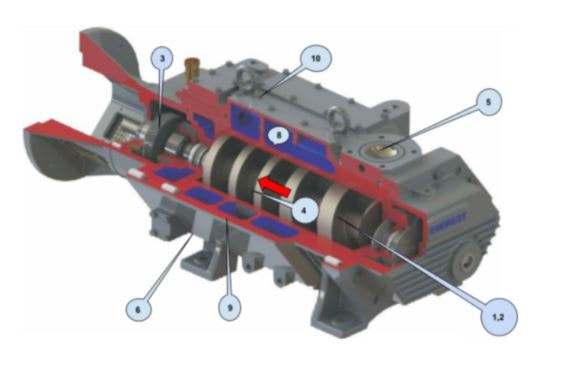 A). Vacuum pumps Performance Pumping Speed/Rate: The main factor that determines a vacuum pump’s performance is its pumping speed. This is the rate at which air and gas can be removed from a volume. Pumping speed, also known as volume flow rate, is often expressed in units of volume at the inlet of a vacuum pump. It is important that you note that pumping rates depend on the chemical composition and type of pump being used. Some gasses are more efficient than others, for example, entrapment and momentum pumps. B). Throughput Throughput is another indicator of the performance of a vacuum pump. Throughput is the ratio of pumping speed to the inlet gas pressure. It calculates the number of molecules that are pumped per unit time at a constant temperature. When assessing a system leak, throughput can also be useful. This allows you to calculate the volume leak rate multiplied with the pressure at the leak's vacuum side. The leak throughput can then be compared with the pump throughput. Positive displacement and momentum transfer pumps also maintain constant pumping speeds. However, the chamber's pressure decreases and the volume has less mass. The throughput and mass flow rate fall exponentially, but the pumping speed stays constant. The system's throughput remains constant due to the constant leakage, evaporation and sublimation rates. C). What is the life expectancy of a vacuum pump? Its energy consumption is the most costly component of a vacuum pump's lifespan cost. The average vacuum pump's energy cost is five times higher than the purchase price, while its maintenance costs are around 30%.
D). What is the Vacuum Level for Industrial Vacuum Pumps The quality and desired vacuum level are the most important factors in choosing a vacuum pump. There are three types:
E). What is a Two-stage Vacuum Pump? When producing UHV vacuum levels within an industrial pump capacity, a two-stage vacuum pump design is preferred. Two-stage designs have two sets of rotors or vanes. They can use a low vacuum stage or a high vacuum stage. The high vacuum stage absorbs processed gas and then transfers it to a second low vacuum stage. This lowers the gas to atmospheric pressure, increasing the pump's vacuum performance. A two-stage vacuum pump is the best choice if you require higher pressure and better vacuum performance. F). What Technology is Used in Vacuum Pumps Vacuum pumps can be used in many different environments, some most common industrial vacuum pumps are as follows:
Choosing the wrong selection of your vacuum pump can be a costly mistake and potentially damaging to your operation. Before buying a vacuum pump check out the above points. To find out more about choosing the right vacuum pump for your operation, visit our website.
With the advancement in technology, the diversification of vacuum pumps has been done. There are several kinds of vacuum pumps that serve different purposes. Root vacuum pumps have made a great advantage when combined with a backing pump. These pumps have made a revolutionary shift in the vacuum industry. The roots pump is a motorized vacuum pump utilized for dehydration, crystallization, vacuum evaporation, vacuum distillation, drying, and so on. Roots pump is also known as mechanical vacuum booster and is used in the chemical industry, food industry, pharmaceutical industry, textile industry, etc.  With the advancement in the industrial sector, vacuum pumps have tremendous demand. These vacuum pumps carry a huge workload in the industries and so it affects the equipment slowly and gradually. But you can make your investment worth it by maintaining it properly. The constant massive workload can inevitably damage your vacuum appliance. Here are the steps to maintain your pump to make it operate smoothly for a longer period. Maintain, maintain and maintain regularly to keep it fresh for a long time. Steps to maintain Roots Vacuum Pump 1. Timely changing oil is one of the crucial things to maintain your pump. 3000 hours is the maximum operating time of a pump with the same oil. After 3000 hours of run, change the oil 2. Ensure the lubrication is proper or not followed by the oil leakage. Also, check that the oil is clean or has become dirty. If the oil is dirty, you need to change it in a short period. 3. Heat is generated as the motor operates. The high temperature of the pump will reduce the capacity of the motor and worsen the density of oil. You can install a fan for adequate cooling or place the roots vacuum pump in an open atmosphere. 4. Always check for the optimum pressure, proper lubrication, good cooling, and clean oil to receive great performance all the time. 5. At a time stretch of 6-7 months, change the oil, replace or rehabilitate the front pump, increase the conductivity to maintain the optimum pumping speed at the lower energy cost. The core maintenance of the vacuum appliances depends upon your use. However, you should never miss to look out for the above-mentioned points to keep your appliance in a good manner. Take care of little things and you will be safeguarded from high damage.
Nowadays, technology has changed quite fast, so does the vacuum pump technology. Many new concepts have been emerging to cater to their needs to accomplish the particular needs of the pump and the industry. However, dry screw vacuum pump technology has been used in many applications for many years since it has come into existence. These include variable pitch screw chemical dry pumps. But, a properly designed pump ensures that it’s cost-effective, safe, and reliable. A dry screw vacuum pump doesn’t need oil or water to work as sealing or lubrication in the vacuum process. Further, this dry vacuum pump eliminates the generation of pollution and also a high maintenance cost. Principle Of Operation These vacuum pumps use two screw rotors that rotate in the opposite direction. That further blocked the medium between the screw chambers and cylinder chambers by forcing it to move in the gas discharge side. Moreover, the advanced screw design leads to lower energy consumption than the primary design. It also helps in reducing the heat emission. Vacuum Booster On the other hand, the vacuum booster contains a metal chamber containing a diaphragm and valve. A rod passes through the center of the chamber and finally connects to the cylinder’s piston from one side and through the pedal with the other. Test Required For Vacuum Booster The basic test required to check the performance of the vacuum booster is mentioned below.
Booster Function Test: The first thing to do is to check the pedal and vacuum booster while driving your vehicle. You can do this through a simple step, just turn off the engine and apply the brake pedal with minimum pressure. Booster Vacuum Supply Test: By turning off the engine, press the brake pedal until it depletes the booster reserve. Then using a cone-shaped adapter, disconnect both hose and booster and connect to the vacuum gauge. Again start the engine and check the functioning of the vacuum gauge. In short, while checking the booster’s performance, you should first turn down the engine to get better access to your vehicle engine. Further, remember that the booster is used when high performance is required while the screw pump is used at moderate performance. |
